
随着钣金行业高质量和精益生产的提高,机器人自动焊接技术在行业内得到了推广和应用。本文作者将介绍一条拉格士国际的机器人自动焊接生产线。
机器人自动焊接生产线(图1)主要用于电梯行业下横梁和轿底梁的自动焊接。焊接时,先用人工、悬臂起重机或叉车装载工件,再用人工组装下横梁或汽车地板梁。组装好的工件还可以通过旋转变位机进行调整,旋转到焊接工位,机器人焊接系统可以自动完成工件的焊接。
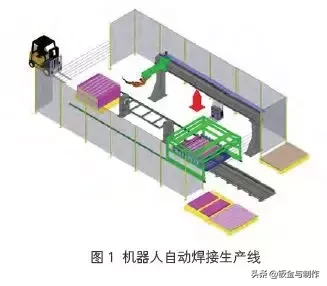 机器人自动焊接生产线主要由装配工位、装配夹具、焊接工位(工业机器人、焊机、自动清枪和线切割装置、焊接夹具和工作台)、除尘系统、中央控制系统和安全保护系统组成。
机器人自动焊接生产线主要由装配工位、装配夹具、焊接工位(工业机器人、焊机、自动清枪和线切割装置、焊接夹具和工作台)、除尘系统、中央控制系统和安全保护系统组成。
机器人焊接生产线的功能和组成
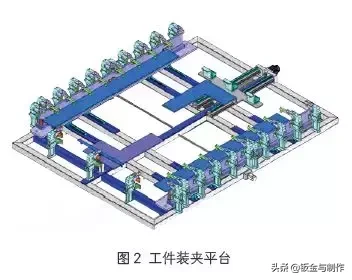
(1)装配夹具。采用通用夹具设计,手动调整夹具,适用于多规格工件的焊接。工件夹紧平台如图2所示。
 (2)焊接机。Fronius MIG TPS400i焊机,配有焊枪清洗和剪线功能。采用模拟控制模式,可以数字化监控焊接过程,快速响应焊接过程中的任何变化,保证理想的焊接效果。可根据实际焊接工艺要求选择LSC低飞溅模式和PMC高性能脉冲焊接模式,并可通过u盘形式或网络在线升级。
(2)焊接机。Fronius MIG TPS400i焊机,配有焊枪清洗和剪线功能。采用模拟控制模式,可以数字化监控焊接过程,快速响应焊接过程中的任何变化,保证理想的焊接效果。可根据实际焊接工艺要求选择LSC低飞溅模式和PMC高性能脉冲焊接模式,并可通过u盘形式或网络在线升级。
(3)移动滑台。滑台的参数见表1。
(4)焊炬。采用世界知名品牌气体保护焊炬。
(5)焊接气体。由80%的氩气和20%的二氧化碳组成的混合气体。
(6)焊接站。工业机器人(包括焊机和焊枪)采用世界著名品牌关节式机器人。伺服滑轨便于机器人来回移动,可灵活焊接工件各部分;该焊接夹具能够实现工件的准确快速定位和夹紧;自动枪线切割机能自动清理焊枪表面的焊渣。
(7)搬运机械手地面轨道。搬运机械手的接地轨参数如表2所示。
(8)焊接定位器。定位器上的全焊夹具组装点焊工件,然后将其装入全焊夹具中,焊接定位器上的所有焊点。焊接变位机参数见表3。
(9)控制系统。机器人焊装线分为中央控制和在线控制:中央控制控制整条生产线;在线控制分别控制每个机器人和焊机。
(10)除尘系统。采用高负压真空除尘装置捕集焊接过程中产生的亚微米级焊接尘粒,可达到室内排放标准。
(11)安全防护系统。整条生产线配有安全防护系统,生产过程中不允许人员进入。围栏按照欧洲标准设计,外形美观,安全可靠。安全通道门配有电子控制安全锁。当门打开时,机器将自动停止运行并发出声光报警。
(12)安全性。设备设计符合规范,提供并安装了安全操作所需的安全设施。
 机器人焊接生产线应用案例
机器人焊接生产线应用案例
以下是机器人焊接生产线的典型应用案例,以电梯轿厢底梁装配为例:
(1)工件的材料和厚度。
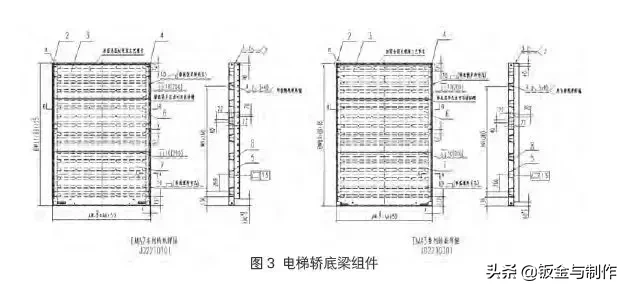
材料Q235-A、ST12冷轧板厚度2mm、2.5mm、3mm;工件最大外形尺寸:EMA2为2050mm2225mm(aaBB=2000mm2100mm),EMA3为
2050mm2185mm(aaBB=2000mm2100mm);工件最小外形尺寸:EMA2为1050mm1125mm(aaBB=1000mm1000mm),EMA3为1050mm1085mm(aaBB=1000mm1000mm),工件示意图如图3所示。
 (2)工件分析。
(2)工件分析。
1)工件零件采用Q235和ST12冷轧板,焊接性能良好。
2)工件规格种类繁多,需要解决夹具通用性问题,以适应批量自动化生产。
3)工件的下料精度应满足a的要求
8)为了满足焊接定位的要求,应在工件上加工焊接专用定位工艺孔。
(3)工艺流程。
工件生产的工艺流程为:上料人工组装滑台移动至点焊工位输送机械手将点焊零件移动至变位机的焊接工位焊接机械手焊接输送机械手将焊接好的工件移动至堆放工位。
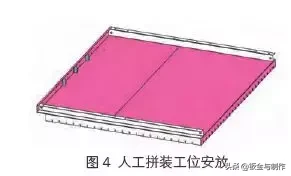
1)在手动装配工位手动送料(图4),然后将侧梁(预先手动点焊)和底梁安装在底板上,气动夹紧。
 2)夹紧的工件移动到机器人点焊工位(图5),焊接机器人移动到这个工位进行点焊。
2)夹紧的工件移动到机器人点焊工位(图5),焊接机器人移动到这个工位进行点焊。
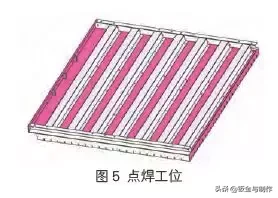 3)点焊完成后,气动夹具自动打开。
3)点焊完成后,气动夹具自动打开。
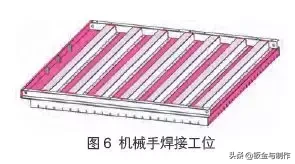
4)点焊工件由地面轨道机械手传送到机械手焊接站的旋转定位器(图6)进行自动夹紧。
 5)焊接机器人移动到机器人焊接工位,按照图纸要求进行满焊。根据不同的焊缝位置,旋转变位机协调旋转。
5)焊接机器人移动到机器人焊接工位,按照图纸要求进行满焊。根据不同的焊缝位置,旋转变位机协调旋转。
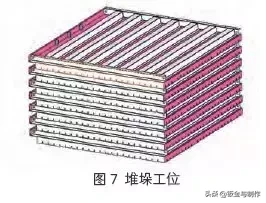
6)焊接完成后,工件由输送机械手输送至堆垛站(图7)。
 7)生产数量等统计数据可以通过工作站的监视器直接看到。数据端口开放,满足与需方MES系统对接的要求,后期需方所需的数据输入输出将由供方完成。
7)生产数量等统计数据可以通过工作站的监视器直接看到。数据端口开放,满足与需方MES系统对接的要求,后期需方所需的数据输入输出将由供方完成。
(4)焊接工艺计划。
1)清除焊缝周围的油污、铁锈和毛刺(毛刺 0.8mm),确保零件精度满足自动焊接的要求。
2)通过夹具人工定位装配工件,装配完成后由机器人将工件通过滑台送入焊接区域进行点焊;焊接夹具定位的工作过程如图8所示。
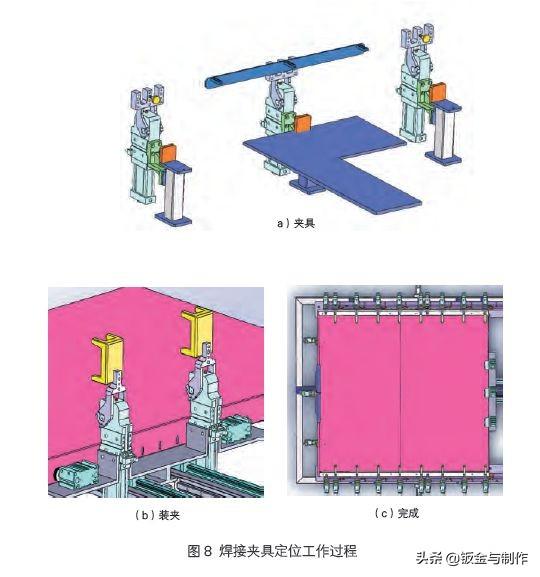 3)工件点焊完成后,输送机械手将工件抓取到定位器上定位夹紧,滑台返回装配下一个工件;
3)工件点焊完成后,输送机械手将工件抓取到定位器上定位夹紧,滑台返回装配下一个工件;
4)机器人自动在变位机上对工件进行满焊,焊接时变位机翻转移位,使工件的焊缝处于最佳焊接位置,满焊后,输送机械手将工件抓取到下料堆垛平台;
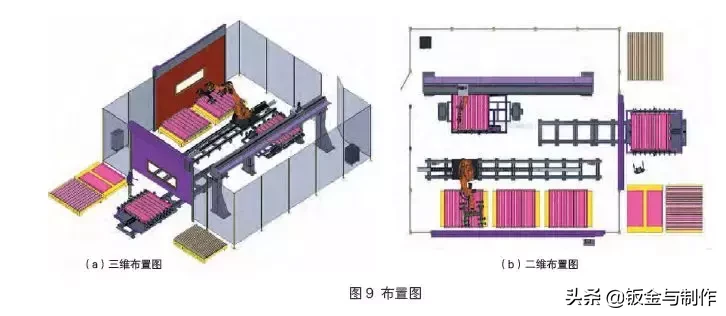
(5)机器人焊接工作站的设备布局和配置。设备的三维布局和二维布局如图9所示。机器人焊接工作站的配置如表4所示。
结论性意见
自动焊接生产线是根据电梯行业钣金用户的需求定制的产品。为用户解决了焊接质量和焊接工艺问题,提高了焊接效率和焊接质量,对后续装配质量有很好的保障。该自动焊接生产线具有很好的示范和借鉴作用,可以推广使用,具有很好的市场。
3354摘自《钣金与制作》 2019年第6期
